Where the exact diameter, surface finish and concentricity of a hole is important on a component, we reach for a reamer. The classic routine requires us to first centre drill then continue with larger sized drills. With say 0.050" to go, we swap to a single point boring tool to ensure the hole generated is concentric with the axis of the lathe - a job that can't be trusted to a flexible drill. With somewhere between 0.005" and 0.020" left on diameter, we swap the tailstock drill chuck for a Morse taper reamer, reduce the speed and feed in gradually. A perfect hole? ....almost certainly not!
A sharp, common-or-garden H7 class reamer will cut a Ø1/4" hole to a diameter of between 0.2500" and 0.2506", with a near-ground finish and of near-perfect concentricity and parallelism. But here's the rub (pun intended!).... unless your lathe's tailstock is aligned to the lathe's major axis within somewhat less than 0.0002", it cannot create that elegant hole. An almost immeasurable offset and/or angular mismatch can leave the hole oversized, barreled, oval and scarred.
The answer has been known for over 100 years. Floating Reamer Holders are essential equipment on even the world's most carefully set machine tools, including CNC stations costing considerably more than the average house. For one reason or another however, they are not generally found in the small workshop?
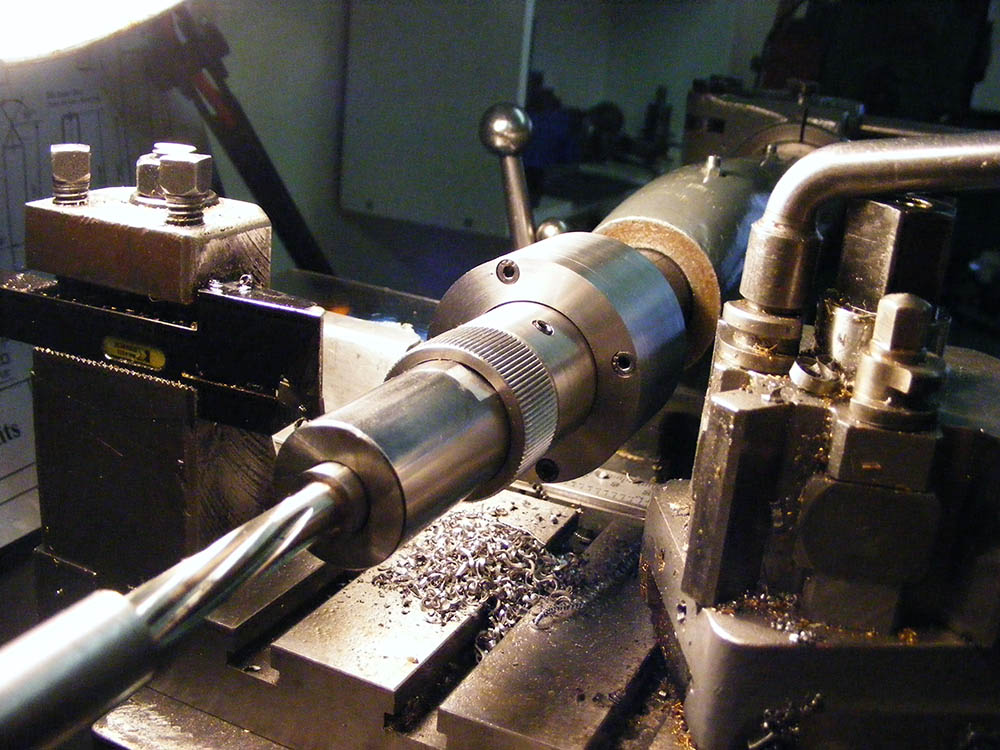
The design provided here is both elegant and sound; producing that ideal reamed hole from a tailstock barrel offset by up to 0.015" and angularly mis-aligned by up to 5°. The reamer will track the bored hole, removing just those vital slivers of material. A moments thought will show you that this is not possible with the old "tailstock centre and tap wrench" dodge!
The kit includes plans and comprehensive construction notes together with all necessary material to complete. However the kit does NOT include MT1 and MT2 adaptor sleeves which are available as Propriety Items. For parallel sided machine reamers, a drill chuck can be mounted as shown.